Roboty Wittmann i Sepro
Teoria i praktyka
Witajcie po krótkiej nieobecności.
Ku mojemu zaskoczeniu w morzu niedokończonych tematów na forum i kałuży tych dokończonych, nie ma ani jednego wątku poświęconego tematyce programowania robotów Wittmann i Sepro. Tak więc w tej chwili zmieniam ten stan rzeczy i oto jest...
Jednak na wstępie, aby wszystko było jasne, muszę przyznać się bez bicia. Zakładam go z pobudek nieco egoistycznych, ponieważ parafrazując klasyka "nie wiele Wam mogę (w tym temacie) dać".
Ale do rzeczy. Chciałbym poprosić Was o wszelakie materiały na temat pisania programów i opisujące komendy do obu marek robotów i dodatkowo materiały opisujące obsługę robotów Sepro. Czy ktoś jest w posiadaniu instrukcji obsługi do owych urządzeń lub jakiś innych ciekawych opracowań i zechciałby się nimi podzielić ? ... Spotykam się z tymi urządzeniami na co dzień i chciałbym nieco poszerzyć wachlarz swoich umiejętności, a przy okazji popisać się sprawnością pisania bardziej skomplikowanych programów. Sądzę że nie tylko ja chętnie podszkolę się w tej kwestii.
Oprócz wątków dot. programowania liczę na posty "z życia tych robotów wzięte"... Macie jakieś ciekawe spostrzeżenia do nich, znacie jakieś triki lub może z pewnych przyczyn ich nie lubicie i chcielibyście się tym podzielić? Zapraszam do dyskusji.
Czekam na odzew z Waszej strony.
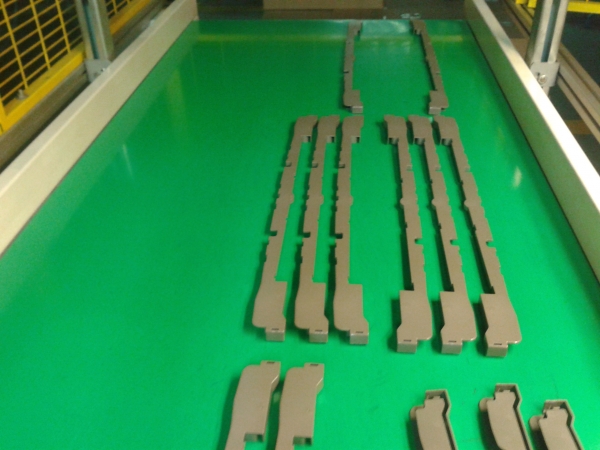
Witam i od razu przechodzę do rzeczy: Robot Wittmann seria CNC R7 jak widać na fotkach detal wychodzi parami z formy, więc ustawiłem robota żeby odkładał 3 pary i połowa taśmy jest pusta, szybki cykl + krótka taśma, detal spada i się rysuje. Wiem że można ustawić program żeby obok pierwszego programu odkładania ustawić drugi, z podpowiedzi które są w robocie jest taki przykład warunków;
IF ZLR-001 = 1
Licznik-001 = 1
ELSE IF ZLR-001 = 2
Licznik-001 = 2
ELSE IF ZLR-001 = 3
Liczik-001 = 3
ELSE
Licznik-001 (123)
END IF
i teraz nie rozumiem co oznacza licznik bo z warunkiem IF czy ELSE problemu niema, nigdzie w robocie nie mogę znaleść tego licznika-001, nie wiem czy mam go zastąpić ZLR-001? może macie jakieś pomysły jak można rozwiązać problem..
Witam
Trochę nie rozumiem tego co chcesz osiągnąć podczas odkladania . Generalnie opcja licznik służy zliczania zdarzeń lub
jako zmienne aby np. zapamiętywać stany lub nastawienia. Przy pomocy liczników dokonywana jest również wymiana parametrów i potwierdzeń pomiędzy programami częściowymi.
Pozdrawiam
Witam może trochę jaśniej.
Licznik można wykorzystać w taki sposób że co 11 sztuka jest odkładana w inne miejsce niż cała produkcja w celu kontroli jakości i tak w koło . Mamy 64 liczniki które są dowolnie sterowane wchodząc na licznik taka ikonka jak liczydelko w prawym górnym rogu ekranu i wybieramy licznik który ma być zmieniony ZLR xxx teraz wybieramy rodzaj wartości dla jakich ma być dokonana zmiana licznika.
Przykład
ZLR001=0
STAR
PROCES WYJMOWANIA
ZLR 001=ZLR001+1
JMP QUALITY ZLR001=11
ODKLADANIE
JMP START
QUALITY
KONTROLA JAKOSCI
ZLR001=0
JMP START
Więc może chodzi ci o różne odkladanie że co drugie w innym miejscu... sprecyzuj zagadnienie
pozdrawiam
Cysiuniu #(on) napisał:rozwiń+Generalnie chodzi mi oto by obok tych 6 sztuk (3 pary, z formy wychodzą parami) które widać na zdjęciu ułożyć kolejne 6 sztuk (czyli kolejne 3 pary) tak żeby w jednym rzędzie było 12 sztuk czyli 6 par na jedno przesunięcie taśmy. Pozdrawiam
Kolego,
O ile dobrze rozumiem chcesz rozdzielić części na taśmociągu na 6 szt."lewych" + 6 szt. "prawych". Moim zdaniem musisz użyć dwóch oddzielnych paletyzacji(przy założeniu że masz dwa obiegi próżni). Jeśli potrzebujesz komend mogę pomóc.
Witam wszystkich serdecznie,
Jestem nowym użytkownikiem. Zarejestrowałem się na forum właśnie ze względu na ten wątek.
Pracuję na robotach Wittmann R8.3 oraz R9.
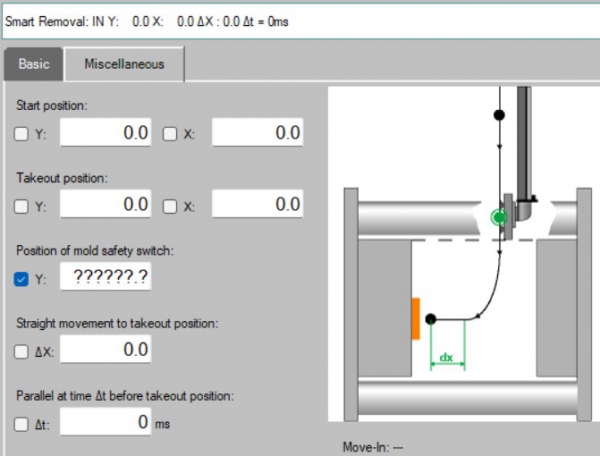
W ostatnim czasie staram się dowiedzieć jak wykorzystać opcję Smart Removal. Chodzi mi o to, aby robot zaczął pracę jeszcze przed zakończeniem otwierania formy w celu optymalizacji czasów cykli.
Czy ktoś ma doświadczenie w tym temacie?
Pozdrawiam,
Krzysztof
Krzychvvv #(on) napisał:rozwiń+Witam wszystkich serdecznie,
Jestem nowym użytkownikiem. Zarejestrowałem się na forum właśnie ze względu na ten wątek.
Pracuję na robotach Wittmann R8.3 oraz R9.
W ostatnim czasie staram się dowiedzieć jak wykorzystać opcję Smart Removal. Chodzi mi o to, aby robot zaczął pracę jeszcze przed zakończeniem otwierania formy w celu optymalizacji czasów cykli.
Czy ktoś ma doświadczenie w tym temacie?
Pozdrawiam,
Krzysztof
Smart Removal zawiera opcję, która umożliwia wjazd do formy jeszcze przed osiągnięciem pozycji otwarcia. Należy jednak pamiętać, że ten zjazd odbywa się do tzw. przełącznika na osi "Y". Forma musi osiągnąć pozycję "otwarta" przed wyzwoleniem tego czujnika.
Szkolenie z Wittmann znajdziesz tu --> klik
Pozdrawiam