Pęcherze powietrza w detalu
Wtryskiwanie
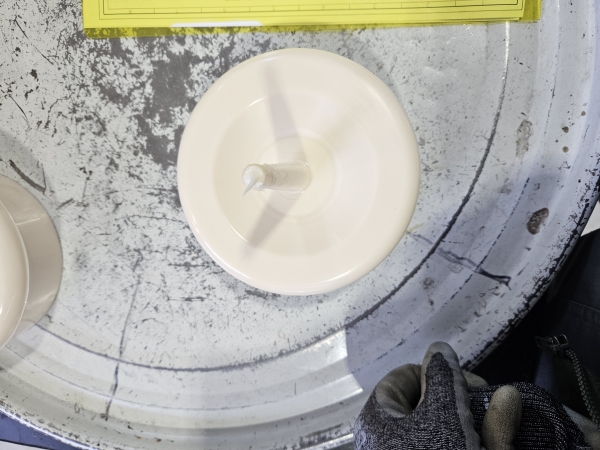
Cześć. Mam problem z ustawieniem krauss km 300 w detalu pojawia się pęcherz powietrza.
Detal waga około 930g.
Tworzywo bexloy
Forma chłodzona wodą nie ma gorących kanałów. Dwie polówki chłodzone + trzpień.
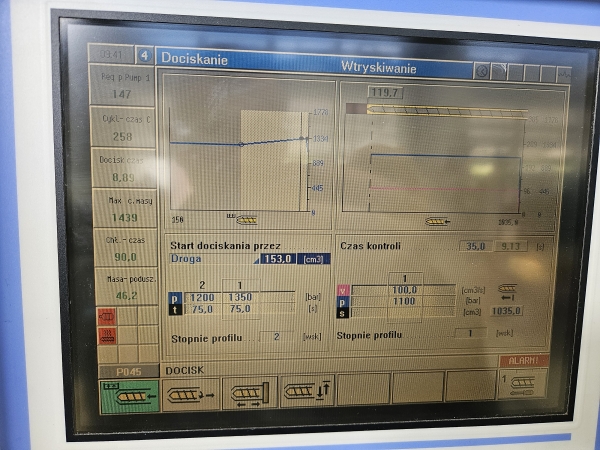
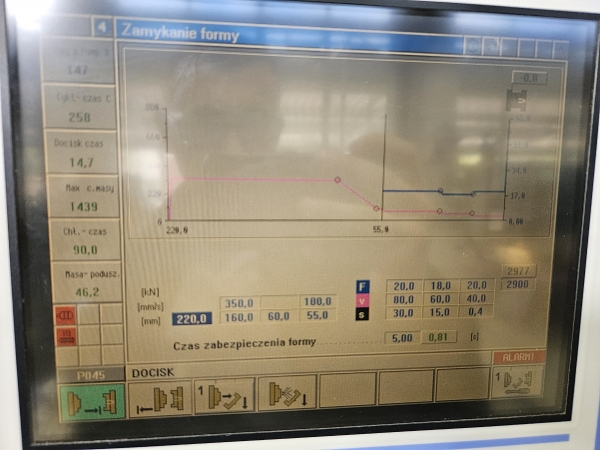
Parametry wtrysku jak na foto.
https://ibb.co/0pwRwrvM
https://ibb.co/PGg0fqt9
https://ibb.co/LzQx1L8K
https://ibb.co/YBz4C7vN
https://ibb.co/wZbCKJv4
Ktoś ma pomysł jak to ustawic?
Krau_66 #(on) napisał:rozwiń+Cześć. Mam problem z ustawieniem krauss km 300 w detalu pojawia się pęcherz powietrza.
Detal waga około 930g.
Tworzywo bexloy
Forma chłodzona wodą nie ma gorących kanałów. Dwie polówki chłodzone + trzpień.
Parametry wtrysku jak na foto.
https://ibb.co/0pwRwrvM
https://ibb.co/PGg0fqt9
https://ibb.co/LzQx1L8K
https://ibb.co/YBz4C7vN
https://ibb.co/wZbCKJv4
Ktoś ma pomysł jak to ustawic?
Cześć,
wrzuć tutaj te zdjęcia na forum.
Po drugie, podaj dokładnie typ tworzywa z dokładną nazwą bo podałeś tak samo ogólnie jakbyś napisał że masz problem na tworzywie. Żeby pomóc podaj pełną nazwę i zobaczymy co i jak.
Jak wrzucisz zdjęcia procesu ale tutaj to też się to postara ogarnąć.
Zdjęcia gdzie jest wada też będzie pomocne. Daj jak najwięcej danych to szybciej się pomoże.
Pozdrawiam
Yellow®
Maksymalnie moge wrzucić 3 zdjęcia.
Nie mam zdjęcia po roztoczeniu detalu. Ale jest ewidentnie spory pęcherz powietrza.
Tworzywo to dokładnie bexloy gpv55b5 nc010
Suszone w 90 stopniach.
Ustawione to jest na wtrysku wcześniej próbowałem robić też to na ekstruzji ale też były pęcherze.

Yellow #(on) napisał:rozwiń+Krau_66 #(on) napisał:Cześć. Mam problem z ustawieniem krauss km 300 w detalu pojawia się pęcherz powietrza.
Detal waga około 930g.
Tworzywo bexloy
Forma chłodzona wodą nie ma gorących kanałów. Dwie polówki chłodzone + trzpień.
Parametry wtrysku jak na foto.
https://ibb.co/0pwRwrvM
https://ibb.co/PGg0fqt9
https://ibb.co/LzQx1L8K
https://ibb.co/YBz4C7vN
https://ibb.co/wZbCKJv4
Ktoś ma pomysł jak to ustawic?
Cześć,
wrzuć tutaj te zdjęcia na forum.
Po drugie, podaj dokładnie typ tworzywa z dokładną nazwą bo podałeś tak samo ogólnie jakbyś napisał że masz problem na tworzywie. Żeby pomóc podaj pełną nazwę i zobaczymy co i jak.
Jak wrzucisz zdjęcia procesu ale tutaj to też się to postara ogarnąć.
Zdjęcia gdzie jest wada też będzie pomocne. Daj jak najwięcej danych to szybciej się pomoże.
Pozdrawiam
Yellow®
Fotki detalu a wyżej w poście parametry.
Temperatura formy 45 stopni.


Cześć,
zdjęcie tego pęcherza też by pomogło.
Powiem szczerze że detal jest ogromny i dlatego robi się też problem ale ...
Na chwilę obecną to,
1. Z tego co widzę to zalecana temperatura suszenia tworzywa to 110 stopni, wy macie 90 stopni. Macie czym sprawdzić czy tworzywo na pewno jest wysuszone? Jak nie to musicie to zorganizować lub zaufać że suszarka daje rade. Czas suszenia to minimum 2-3 godziny. Spełniacie te warunki?
2, Przeciwciśnienie masz ustawione 0 bar, lepiej jest ustawić 5 bar lub 8 i ocenić wpływ na proces. Z pewnością przeciwciśnienie ci pomoże ale nie możesz też z nim przesadzić.
3. Producent zaleca temperatury na cylindrze około 180-200 stopni a ustawione macie 220. Tutaj może pojawić się również problem z wydzieleniem gazów i dlatego jest możliwość powstawania pęcherzy w detalu.
4. Zrób detale bez docisku i zobacz jak układa się tworzywo podczas samego wtrysku. Może okazać się że macie pełno pęcherzy podczas samej fazy wtrysku i docisk już nic nie pomoże. Sprawdź także wagę detalu bez docisku i już gotowego. Odetnij wlewek żeby to nie zaburzało pomiaru.
5. Podnieś ciśnienie graniczne na wtrysku bo ustawione masz 1100 bar. Może okazać się że ograniczasz ciśnie co z kolei ma wpływ na czas wtrysku. Dodatkowo ciśnienie docisku wynosi 1350 bar, do optymalizacji.
6. Profil wtrysku, fajnie jakby to był profil opadający na końcu żeby można było odpowietrzyć gniazdo. Jeśli zamkniesz powietrze w gnieździe i co gorsza w środku detalu to one już tam pozostanie.
7. Odpowietrzenia na formie do sprawdzenia czy są i czy działają. Najlepiej jeśli odpowietrzenie będzie gdzieś przy końcu drogi wypełnienia detalu. Jeśli nie to znowu uwięzione powietrze pozostanie w środku, dojdzie do tego skurcz i masz pęcherz.
8. Temperatura formy do sprawdzenia efekt jeśli będzie forma cieplejsza co ułatwi wypełnienie gniazda. Oczywiście to będzie miało wpływ na sam czas chłodzenia no ale coś za coś.
9. Docisk do optymalizacji, sprawdź czy jest efektywny. Może się okazać że ładujecie przez 150 sekund tworzywo do formy a masa detalu ustaje po np. 30 sekundach. Dodaj ten czas który skrócisz do czasu chłodzenia.
10. Przetnij detal po wyjściu z formy i zobacz czy środek nie jest plastyczny. Przy takiej grubości detalu jak tutaj to wszystko jest możliwe. Najprościej jest założyć stojąc przy maszynie że czas chłodzenia detalu to maksymalna grubość ścianki do kwadratu. Tutaj może się okazać że czas chłodzenia nie jest efektywny i tak to też może wyglądać. Czas chłodzenia z tego co widzę to 90 sekund, czyli grubość ścianki powinna mieć około 9,5 mm. Wydaje mi się na pierwszy rzut oka że to też może być jeden z głównych problem który macie.
Daj znać czy coś pomogło, postaramy się dalej pomóc.
Pozdrawiam
Yellow®
Krau_66 #(on) napisał:rozwiń+Yellow #(on) napisał:Cześć,
coś wiadomo więcej w tym temacie?
Yellow®
Cześć. Dzięki za pomoc. Narazie na maszynę mamy coś innego wrzucone. Jak będzie forma to dam znać.
Cześć
tak jak kolega pisał, jeśli ograniczacie cisnienie wtrysku na 1100barów, bez sensu jest ustawianie docisku na 1300. Zobaczcie jakie macie najwyższe wynikowe cisnienie podczas wtrysku i ustawcie pierwszy krok docisku o 100bar niżej. Zarówno profil wtrysku jak i docisku warto zrobić interpolowany. Spróbujcie to suszyć przez 4h. Upewnijcie się czy dysza wtryskowa dobrze dolega do kanału wlewowego. Zróbcie przetrysk na odjechanym agregacie i zobaczcie czy tworzywo wypływające bezpośrednio z jednostki wtryskowej nie gazuje/strzela.
Krau_66 #(on) napisał:rozwiń+Yellow #(on) napisał:Krau_66 #(on) napisał:Cześć. Mam problem z ustawieniem krauss km 300 w detalu pojawia się pęcherz powietrza.
Detal waga około 930g.
Tworzywo bexloy
Forma chłodzona wodą nie ma gorących kanałów. Dwie polówki chłodzone + trzpień.
Parametry wtrysku jak na foto.
https://ibb.co/0pwRwrvM
https://ibb.co/PGg0fqt9
https://ibb.co/LzQx1L8K
https://ibb.co/YBz4C7vN
https://ibb.co/wZbCKJv4
Ktoś ma pomysł jak to ustawic?
Cześć,
wrzuć tutaj te zdjęcia na forum.
Po drugie, podaj dokładnie typ tworzywa z dokładną nazwą bo podałeś tak samo ogólnie jakbyś napisał że masz problem na tworzywie. Żeby pomóc podaj pełną nazwę i zobaczymy co i jak.
Jak wrzucisz zdjęcia procesu ale tutaj to też się to postara ogarnąć.
Zdjęcia gdzie jest wada też będzie pomocne. Daj jak najwięcej danych to szybciej się pomoże.
Pozdrawiam
Yellow®
Fotki detalu a wyżej w poście parametry.
Temperatura formy 45 stopni.
@yellow praktycznie wyczerpał temat w tym zakresie fajnie pokazując punkt w których coś może nie grać.
Od siebie dodam tylko, że warto by sprawdzić drożność obiegów wody, zwłaszcza w tym miejscu trzpienia co formuje to zagłębienie gdzie na ściankach są bąble.
Czasem na detalach z grubą ścianką powstawały takie pęcherze bo był problem z obiegiem wody, jeśli tutaj wszystko gra to czasem warto spróbować obniżyć temp na agregacie.
Pms4iczestochowa #(on) napisał:rozwiń+Krau_66 #(on) napisał:Yellow #(on) napisał:Krau_66 #(on) napisał:Cześć. Mam problem z ustawieniem krauss km 300 w detalu pojawia się pęcherz powietrza.
Detal waga około 930g.
Tworzywo bexloy
Forma chłodzona wodą nie ma gorących kanałów. Dwie polówki chłodzone + trzpień.
Parametry wtrysku jak na foto.
https://ibb.co/0pwRwrvM
https://ibb.co/PGg0fqt9
https://ibb.co/LzQx1L8K
https://ibb.co/YBz4C7vN
https://ibb.co/wZbCKJv4
Ktoś ma pomysł jak to ustawic?
Cześć,
wrzuć tutaj te zdjęcia na forum.
Po drugie, podaj dokładnie typ tworzywa z dokładną nazwą bo podałeś tak samo ogólnie jakbyś napisał że masz problem na tworzywie. Żeby pomóc podaj pełną nazwę i zobaczymy co i jak.
Jak wrzucisz zdjęcia procesu ale tutaj to też się to postara ogarnąć.
Zdjęcia gdzie jest wada też będzie pomocne. Daj jak najwięcej danych to szybciej się pomoże.
Pozdrawiam
Yellow®
Fotki detalu a wyżej w poście parametry.
Temperatura formy 45 stopni.
@yellow praktycznie wyczerpał temat w tym zakresie fajnie pokazując punkt w których coś może nie grać.
Od siebie dodam tylko, że warto by sprawdzić drożność obiegów wody, zwłaszcza w tym miejscu trzpienia co formuje to zagłębienie gdzie na ściankach są bąble.
Czasem na detalach z grubą ścianką powstawały takie pęcherze bo był problem z obiegiem wody, jeśli tutaj wszystko gra to czasem warto spróbować obniżyć temp na agregacie.
Dzięki za potwierdzenie.
Niestety ale nadal czekamy na odpowiedź w tym temacie.
Pozdrawiam
Yellow®