Pęknięcia detalu i ślady płynięcia
Wtryskiwanie
Witam.
ze względu na fakt wprowadzenia nowej technologii produkcji form z wykorzystaniem płynnej żywicy - forma jednorazowego użytku, z przeznaczeniem do produkcji małoseryjnej lub typowo projektowej borykam się z następującymi niedoskonałościami wypraski:
1. mocno widoczne ślady płynięcia i łączenia materiału - do wtrysku wykorzystane tworzywo HDPE
oraz
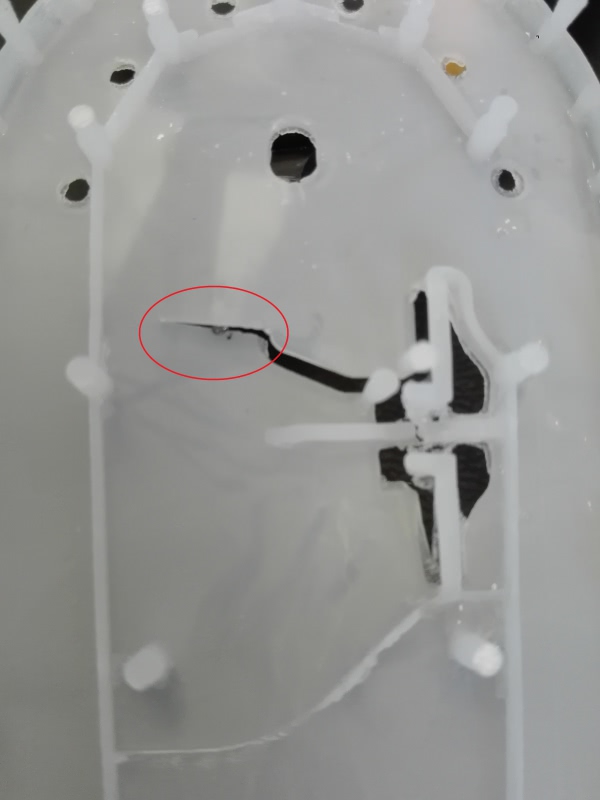
2. na detalu pojawia się pęknięcie z jednym miejscu.
Problemy przedstawione na zdjęciach. Czy ktoś z szanownych kolegów jest w stanie podsunąć jakiś pomysł co zmienić aby spróbować uniknąć takich problemów?


1. Na ślady płynięcia i linie łączenia najbardziej może pomóc podwyższenie temperatury stopu oraz wysoka szybkość wtrysku. HDPE jest odporny termicznie, więc można podnosić nawet do 50-60st. C powyżej temperatury przetwórstwa deklarowanej przez producenta (jak nie więcej). Także podwyższenie temperatury formy powinno pomóc, ale kosztem dłuższego czasu chłodzenia. Do małoseryjnej produkcji wyprasek nie powinno mieć to znaczenia.
2. Pękanie przy wypychaniu - w miejscu pęknięcia nie widzę, aby znajdował się wypychacz. Być może w tym miejscu przydałoby się umiejscowić takowy (gdy pęknięcie nastepuje przy wypychaniu). Na krótką metę może pomóc środek antyadhezyjny typu Dempolast etc, aby wykonać serie prototypową (ułatwia odformowanie). Ważne jest, aby zwrócić uwagę, w którym momencie powstaje pęknięcie - czy jest to moment otwierania formy czy wypychania. W zależności od tego kiedy to się dzieje, stosuje się różne zabiegi.
Pozdrawiam
Piecia #(on) napisał:rozwiń+1. Na ślady płynięcia i linie łączenia najbardziej może pomóc podwyższenie temperatury stopu oraz wysoka szybkość wtrysku. HDPE jest odporny termicznie, więc można podnosić nawet do 50-60st. C powyżej temperatury przetwórstwa deklarowanej przez producenta (jak nie więcej). Także podwyższenie temperatury formy powinno pomóc, ale kosztem dłuższego czasu chłodzenia. Do małoseryjnej produkcji wyprasek nie powinno mieć to znaczenia.
2. Pękanie przy wypychaniu - w miejscu pęknięcia nie widzę, aby znajdował się wypychacz. Być może w tym miejscu przydałoby się umiejscowić takowy (gdy pęknięcie nastepuje przy wypychaniu). Na krótką metę może pomóc środek antyadhezyjny typu Dempolast etc, aby wykonać serie prototypową (ułatwia odformowanie). Ważne jest, aby zwrócić uwagę, w którym momencie powstaje pęknięcie - czy jest to moment otwierania formy czy wypychania. W zależności od tego kiedy to się dzieje, stosuje się różne zabiegi.
Pozdrawiam
Serdecznie dziękuję za informację ale w związku z nową technologią produkcji formy - forma niemetalowa tylko wydrukowana z żywicy - pojawiają się pewne komplikacje.
Odnośnie zwiększenia temperatury : już pracuję około 60 stopni ponad zalecaną temperaturę producenta ( obecnie na maszynie 250 stopni przy zaleceniu 190). Podobnie temperatura formy - nie ma w niej żadnego układu przez który płynie jakikolwiek czynnik więc trudno tutaj mówić o jakimkolwiek termostatowaniu.
Wyższa prędkość wtrysku skutkuje mocnym podlewaniem wrażliwych miejsc i powstawanie sporych wypływek na detalu.
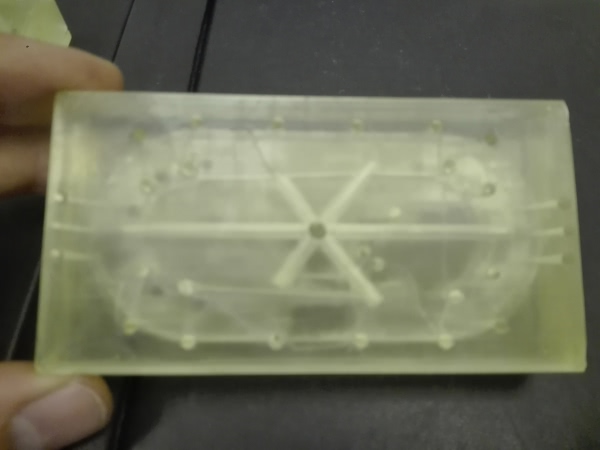
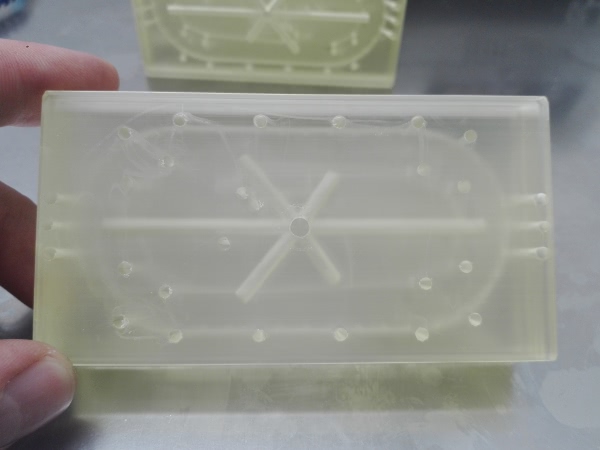
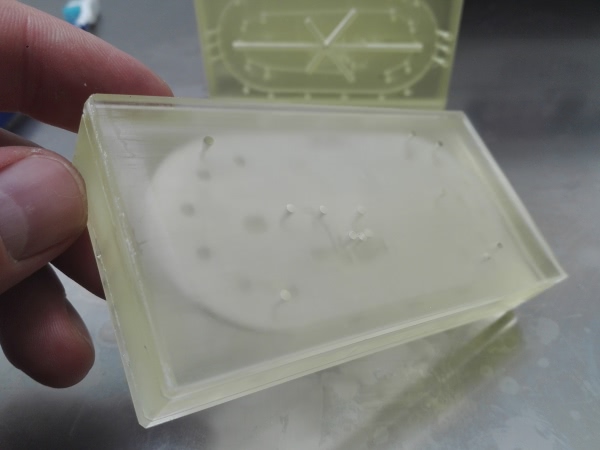
W formie nie ma układu wypychanie - jest to jednolita bryła, w której znajduje się wydrukowany kształt detalu - po wtryśnięciu forma jest rozpuszczana i po rozpuszczeniu otrzymujemy detal więc nie ma tutaj mowy o wypychaczach.
Tak dla ciekawości wrzucam zdjęcia wykonanych form technologią druku z jakimi na ten moment pracuje.
Gregjako #(on) napisał:rozwiń+Witam.
ze względu na fakt wprowadzenia nowej technologii produkcji form z wykorzystaniem płynnej żywicy - forma jednorazowego użytku, z przeznaczeniem do produkcji małoseryjnej lub typowo projektowej borykam się z następującymi niedoskonałościami wypraski:
1. mocno widoczne ślady płynięcia i łączenia materiału - do wtrysku wykorzystane tworzywo HDPE
oraz
2. na detalu pojawia się pęknięcie z jednym miejscu.
Problemy przedstawione na zdjęciach. Czy ktoś z szanownych kolegów jest w stanie podsunąć jakiś pomysł co zmienić aby spróbować uniknąć takich problemów?
Sądzę że problem polega na zasadniczej różnicy płynięcia tworzywa w formie metalowej - tworzywo dotykając ścianki formy natychmiast zastyga i dalej płynie tzw rdzeniem , czyli jakby wewnątrz stworzonego tunelu . W Twojej formir nie ma takiego odbioru energii przez ścianki formy , cząstki tworzywa o różnej temperaturze mieszają się ze sobą i tworzą opisane przez Ciebie efekty - linie płynięcia etc . jedynym lekarstwem jest radykalne powiekszenie układu wlewowego ( przekroje 0 aby ujednolicić masę wtryskiwanego tworzywa . W zasadzie powinniśmy mówić o wtłaczaniu a nie wtryskiwaniu