Plastyfikacja tworzywa - podejście teoretyczne
Wtryskiwanie
Hej,
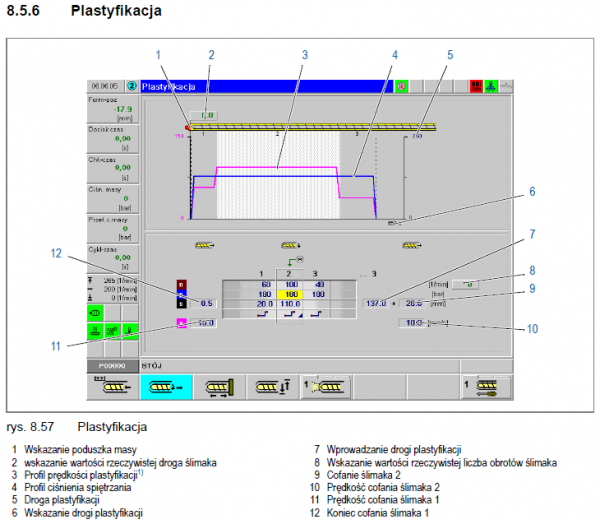
Potrzebuję pomocy z interpretacją wartości w ekranie plastyfikacji na Kraussie sterownik MC5. Bazując na screenie:
1. W chwili obecnie maszyna nabierze tworzywa na 137 mm i cofnie się jeszcze o dodatkowe 20 mm ? Jak nazywa się wg ogólnej nomenklatury parametr nr 9 ?
2. Czy parametr 10 to prędkość dekompresji ? Czyli w tym przypadku dekompresja potrwa 2 sekundy?
3. Jak zinterpretować parametry 11 i 12 ? Czy to jest dla jakiegoś specjalnego procesu np. wytłaczania lub ekstruzji?
4. Pokazany profil ciśnienia spiętrzania ma odwzorować zadane ciśnienie wtrysku ?
Z góry dziękuję za pomoc.
Tomczyslaw94 #(on) napisał:rozwiń+Hej,
Potrzebuję pomocy z interpretacją wartości w ekranie plastyfikacji na Kraussie sterownik MC5. Bazując na screenie:
1. W chwili obecnie maszyna nabierze tworzywa na 137 mm i cofnie się jeszcze o dodatkowe 20 mm ? Jak nazywa się wg ogólnej nomenklatury parametr nr 9 ?
2. Czy parametr 10 to prędkość dekompresji ? Czyli w tym przypadku dekompresja potrwa 2 sekundy?
3. Jak zinterpretować parametry 11 i 12 ? Czy to jest dla jakiegoś specjalnego procesu np. wytłaczania lub ekstruzji?
4. Pokazany profil ciśnienia spiętrzania ma odwzorować zadane ciśnienie wtrysku ?
Z góry dziękuję za pomoc.
Cześć,
odpisuje po kolei na Twoje punkty:
1. Tak dokładnie, masz dozowanie ustawione na 137 mm plus 20 mm dekompresji po dozowaniu (tak to się dokładnie nazywa).
2. Dokładnie tak jak napisałeś.
3. Tutaj chodzi o drogę (parametr 12) i prędkość (parametr 11) dekompresji przed dozowaniem. Stosuje się to żeby zdjąć ciśnienie w układzie GK. Dużo kombinowania z tym ale czasami do nietypowych produkcji się to przydaje. Bardzo rzadko się z tego korzysta ale czasami pomaga. Ogólnie to w obecnej pracy na ponad 120 wtryskarek z tego co kojarzę to chyba nigdzie nie mamy tego ustawionego. To wszystko zależy od wielu czynników i problemów na detalach.
4. Powiem najprościej jak się tylko da, ustaw wartość ciśnienia spiętrzania lub przeciwciśnienia (obydwie nazwy są właściwe) taką samą jak ostatnie ciśnienie ciśnienia docisku. Tutaj uważaj, jeśli masz profil docisku i ostatnie ciśnienie docisku wynosi przykładowo 400 bar (cienienia specyficznego) to nie ładuj 400 bar ciśnienia spiętrzania. Obniż na ułamek sekundy ostatnie ciśnienie docisku na taką wartość jak masz ustawione ciśnienie spiętrzania. Jeśli ciśnienie spiętrzania wynosi przykładowo 60 bar (ciśnienie specyficzne) to jako ostatnią wartość ciśnienia docisku zapodaj właśnie wartość 60 bar (ciśnienie specyficzne). Przykładowo, docisk ustawiony ma profil 600-500-450 bar a Twoje ciśnienie spiętrzania wynosi te 60 bar to dodaj jeden krok do docisku. Po tej akcji Twój docisk będzie wyglądał tak, 600-500-450-60.
Mam nadzieję że jest to czytelne i łatwe do zrozumienia co napisałem.
Jakby coś było niejasne to daj znać.
Pozdrawiam
Yellow®
Yellow #(on) napisał:rozwiń+Tomczyslaw94 #(on) napisał:Hej,
Potrzebuję pomocy z interpretacją wartości w ekranie plastyfikacji na Kraussie sterownik MC5. Bazując na screenie:
1. W chwili obecnie maszyna nabierze tworzywa na 137 mm i cofnie się jeszcze o dodatkowe 20 mm ? Jak nazywa się wg ogólnej nomenklatury parametr nr 9 ?
2. Czy parametr 10 to prędkość dekompresji ? Czyli w tym przypadku dekompresja potrwa 2 sekundy?
3. Jak zinterpretować parametry 11 i 12 ? Czy to jest dla jakiegoś specjalnego procesu np. wytłaczania lub ekstruzji?
4. Pokazany profil ciśnienia spiętrzania ma odwzorować zadane ciśnienie wtrysku ?
Z góry dziękuję za pomoc.
Cześć,
odpisuje po kolei na Twoje punkty:
1. Tak dokładnie, masz dozowanie ustawione na 137 mm plus 20 mm dekompresji po dozowaniu (tak to się dokładnie nazywa).
2. Dokładnie tak jak napisałeś.
3. Tutaj chodzi o drogę (parametr 12) i prędkość (parametr 11) dekompresji przed dozowaniem. Stosuje się to żeby zdjąć ciśnienie w układzie GK. Dużo kombinowania z tym ale czasami do nietypowych produkcji się to przydaje. Bardzo rzadko się z tego korzysta ale czasami pomaga. Ogólnie to w obecnej pracy na ponad 120 wtryskarek z tego co kojarzę to chyba nigdzie nie mamy tego ustawionego. To wszystko zależy od wielu czynników i problemów na detalach.
4. Powiem najprościej jak się tylko da, ustaw wartość ciśnienia spiętrzania lub przeciwciśnienia (obydwie nazwy są właściwe) taką samą jak ostatnie ciśnienie ciśnienia docisku. Tutaj uważaj, jeśli masz profil docisku i ostatnie ciśnienie docisku wynosi przykładowo 400 bar (cienienia specyficznego) to nie ładuj 400 bar ciśnienia spiętrzania. Obniż na ułamek sekundy ostatnie ciśnienie docisku na taką wartość jak masz ustawione ciśnienie spiętrzania. Jeśli ciśnienie spiętrzania wynosi przykładowo 60 bar (ciśnienie specyficzne) to jako ostatnią wartość ciśnienia docisku zapodaj właśnie wartość 60 bar (ciśnienie specyficzne). Przykładowo, docisk ustawiony ma profil 600-500-450 bar a Twoje ciśnienie spiętrzania wynosi te 60 bar to dodaj jeden krok do docisku. Po tej akcji Twój docisk będzie wyglądał tak, 600-500-450-60.
Mam nadzieję że jest to czytelne i łatwe do zrozumienia co napisałem.
Jakby coś było niejasne to daj znać.
Pozdrawiam
Yellow®
Cześć!
Zainteresowała mnie odpowiedz na punkt nr4, czy mógłbyś objaśnić kiedy i w jakim celu ciśnienie ostatniego docisku ustawia się takie same jak ciśnienie przeciwciśnienia?
Pozdrawiam :)
Qwerty123 #(on) napisał:rozwiń+Yellow #(on) napisał:Tomczyslaw94 #(on) napisał:Hej,
Potrzebuję pomocy z interpretacją wartości w ekranie plastyfikacji na Kraussie sterownik MC5. Bazując na screenie:
1. W chwili obecnie maszyna nabierze tworzywa na 137 mm i cofnie się jeszcze o dodatkowe 20 mm ? Jak nazywa się wg ogólnej nomenklatury parametr nr 9 ?
2. Czy parametr 10 to prędkość dekompresji ? Czyli w tym przypadku dekompresja potrwa 2 sekundy?
3. Jak zinterpretować parametry 11 i 12 ? Czy to jest dla jakiegoś specjalnego procesu np. wytłaczania lub ekstruzji?
4. Pokazany profil ciśnienia spiętrzania ma odwzorować zadane ciśnienie wtrysku ?
Z góry dziękuję za pomoc.
Cześć,
odpisuje po kolei na Twoje punkty:
1. Tak dokładnie, masz dozowanie ustawione na 137 mm plus 20 mm dekompresji po dozowaniu (tak to się dokładnie nazywa).
2. Dokładnie tak jak napisałeś.
3. Tutaj chodzi o drogę (parametr 12) i prędkość (parametr 11) dekompresji przed dozowaniem. Stosuje się to żeby zdjąć ciśnienie w układzie GK. Dużo kombinowania z tym ale czasami do nietypowych produkcji się to przydaje. Bardzo rzadko się z tego korzysta ale czasami pomaga. Ogólnie to w obecnej pracy na ponad 120 wtryskarek z tego co kojarzę to chyba nigdzie nie mamy tego ustawionego. To wszystko zależy od wielu czynników i problemów na detalach.
4. Powiem najprościej jak się tylko da, ustaw wartość ciśnienia spiętrzania lub przeciwciśnienia (obydwie nazwy są właściwe) taką samą jak ostatnie ciśnienie ciśnienia docisku. Tutaj uważaj, jeśli masz profil docisku i ostatnie ciśnienie docisku wynosi przykładowo 400 bar (cienienia specyficznego) to nie ładuj 400 bar ciśnienia spiętrzania. Obniż na ułamek sekundy ostatnie ciśnienie docisku na taką wartość jak masz ustawione ciśnienie spiętrzania. Jeśli ciśnienie spiętrzania wynosi przykładowo 60 bar (ciśnienie specyficzne) to jako ostatnią wartość ciśnienia docisku zapodaj właśnie wartość 60 bar (ciśnienie specyficzne). Przykładowo, docisk ustawiony ma profil 600-500-450 bar a Twoje ciśnienie spiętrzania wynosi te 60 bar to dodaj jeden krok do docisku. Po tej akcji Twój docisk będzie wyglądał tak, 600-500-450-60.
Mam nadzieję że jest to czytelne i łatwe do zrozumienia co napisałem.
Jakby coś było niejasne to daj znać.
Pozdrawiam
Yellow®
Cześć!
Zainteresowała mnie odpowiedz na punkt nr4, czy mógłbyś objaśnić kiedy i w jakim celu ciśnienie ostatniego docisku ustawia się takie same jak ciśnienie przeciwciśnienia?
Pozdrawiam :)
Cześć,
chodzi o to że jeśli na ułamek sekundy zredukujesz ciśnienie docisku do wartości ciśnienia spiętrzania to szybciej maszyna przechodzi z fazy docisku do fazy plastyfikacji. Oczywiście że tego nie zobaczysz na czasie cyklu ale na wykresie powinno być to ładnie wypłaszczone.
Druga sprawa to jeśli masz przykładowo na ostatniej fazie docisku ciśnienie ustawione na 300 bar a spiętrzanie na 60 to na połączeniu tulei z pierścieniem powstaje na ułamek sekundy dosyć wysokie tarcie (tutaj chodzi o dużą różnicę ciśnień pomiędzy tymi fazami cyklu). Redukujesz w ten sposób zużycie zaworu zwrotnego ślimaka.
Dochodzi też do tego że ślimak pracuje bardziej stabilnie ponieważ wyrównujesz ciśnienie w cylindrze. Tutaj redukujesz wahania czasu dozowania pomiędzy cyklami a to już ma wpływ na jakość wyprasek.
Używam tego od dawien dawna i się sprawdza. Zawsze tak ustawiam proces niezależnie czy jest jakaś wada czy też nie. Polecam wdrożyć tą zasadę.
Oczywiście to nie jest rozwiązanie wszystkich problemów na wtryskarce i wyeliminowanie wszystkich wad na detalach ale ...
... ale czasami dwa lub trzy czynniki generują pewien problem i czasami idzie się pogubić w tym wszystkim.
Pozdrawiam
Yellow®
Dzięki za odpowiedź ;)
Oczywiście sprawdzę w praktyce jaki będzie to miało wpływ na stabilność dozowania i pracy ślimaka:)
Co do redukcji zużycia zaworu zwrotnego przez zmniejszenie tarcia, ciśnienia i ogólnych naprężeń w fazie przejścia z ciśnienia docisku w fazę plastyfikacji, czy używasz opóźnienia plastyfikacji? Jeżeli nie to dlaczego? Jeżeli tak, to jak długie opóźnienie ustawiasz i czy zauważyłeś ewentualny wpływ tego parametru na proces i żywotność zaworu zwrotnego?
Ja osobiście od dawna używam tego parametru, nawet 0,2sec opóźnienia moim zdaniem robi robote:)
Qwerty123 #(on) napisał:rozwiń+Dzięki za odpowiedź ;)
Oczywiście sprawdzę w praktyce jaki będzie to miało wpływ na stabilność dozowania i pracy ślimaka:)
Co do redukcji zużycia zaworu zwrotnego przez zmniejszenie tarcia, ciśnienia i ogólnych naprężeń w fazie przejścia z ciśnienia docisku w fazę plastyfikacji, czy używasz opóźnienia plastyfikacji? Jeżeli nie to dlaczego? Jeżeli tak, to jak długie opóźnienie ustawiasz i czy zauważyłeś ewentualny wpływ tego parametru na proces i żywotność zaworu zwrotnego?
Ja osobiście od dawna używam tego parametru, nawet 0,2sec opóźnienia moim zdaniem robi robote:)
Cześć,
co do Twojego sposobu to używam ale jeśli mam na to wystarczający zapas czasu, chodzi o czas dozowania i czas chłodzenia. Nie zawsze mogę zastosować nawet 0,2 sec bo od kilku lat pracuję na krótkich czasach chłodzenia (czasami nawet 3 lub 4 sekundy) i tutaj nie ma szans.
Generalnie sposób o którym piszesz jest w porządku i jeśli można go ustawić to go ustawiam. Czas minimalny jaki ustawiam to równiez minimum 0,2 sec do takiego czasu żeby zakończyc cały proces dozowania plus dekompresję odpowiednio wcześniej żeby nie zakłócić finalnego czasu cyklu.
Co do samej żywotności zaworu zwrotnego i to o czym piszemy, zawsze warto stowosac te zasady. To nie jest tak że zawór się zniszczy w tydzień, ale po krótkim czasie okaże się że proces już nie trzyma parametrów i zaczyna się spirala problemów i nieszczęść.