Przetwórstwo Poliamidów - przebijanie detalu a stosowanie środka antyadhezyjnego
Wtryskiwanie
29 kwi 2026, 11:14
Tomczyslaw94
Cześć,
mam problem z automatycznym wtryskiem detalu z Tarnamidu T‑27 (PA6) i szukam wskazówek od osób, które miały do czynienia z podobną geometrią / materiałem.
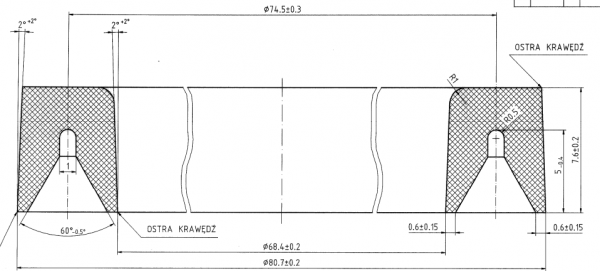
Opis detalu:
Detal ma kształt pierścienia / tulei z grubymi strefami dennicy po obu stronach. Występują:
Forma:
- 4‑gniazdowa
- wypychanie realizowane wypychaczami punktowymi (kołki)
- brak płyty wypychającej / tulei
Parametry procesu (bazowe):
- temperatura stopu: 260 °C
- temperatura formy: 90 °C (testowo obniżana)
- ciśnienie docisku: 300 bar
- czas docisku: 7 s
- czas chłodzenia: 27 s (testowo skracany)
Problem:
Nie ma możliwości stabilnej pracy automatycznej, ponieważ wypychacze przebijają wypraskę. Detal bardzo mocno trzyma się rdzenia – zamiast zsunąć się przy wypychaniu, materiał ulega lokalnemu zniszczeniu w miejscach działania wypychaczy.
Co zostało już sprawdzone:
- ✅ obniżenie temperatury formy – brak poprawy
- ✅ skrócenie czasu chłodzenia – brak poprawy
- ✅ próby korekty parametrów docisku – bez istotnego efektu
To sugeruje, że problem nie jest stricte „termiczny”, tylko mechaniczny – związany z geometrią, skurczem PA6 i sposobem wypychania.
Pytania do Was:
- Czy przy takiej geometrii i PA6 punktowe wypychanie kołkami ma prawo działać, czy to z góry skazane na problemy?
- Czy przejście na tuleję wypychającą / płytę wypychającą jest w praktyce jedynym stabilnym rozwiązaniem?
- Czy ktoś miał podobny przypadek z PA6 i stożkiem wewnętrznym ~60°?
- Czy odpowietrzenie / doprowadzenie powietrza pod detal realnie pomaga w takich sytuacjach?
- Czy stosujecie środki antyadhezyjne przy przetwórstwie PA ?
Każda wskazówka praktyczna mile widziana.
Z góry dzięki za pomoc.