Ślad po wtrysku na detalu
Wtryskiwanie
Witam serdecznie,
wtryskujemy w zakładzie detal, z którym mamy pewien problem. Otóż na jego powierzchni, w miejscu wtrysku i jego okolicy jest sporych rozmiarów ślad. Ślad ten ma inną fakturę - jest bardziej błyszczący. Ponadto, dookoła błyszczącego miejsca są jeszcze smugi.
Jest to generalnie grubościenny profil (uśredniając przekrój, to będzie elipsa 35x22), długi na ok. 500. Detal robimy z PPNGC Mosten + spieniacz Expancel microsferes 930MB120 2% + barwnik. Forma jest generalnie dwugniazdowa, ale jedno gniazdo jest zaślepione, bo są to odbicia lustrzane i w tej chwili potrzebujemy tylko jeden rodzaj detalu. Wtryskujemy to w ten sposób, że wypełniamy gniazdo w ok. w 70 - 75% i resztę wypełnione jest za pomocą spieniacza, który się uaktywnia.
Początkowo ślad był większy, bardziej widoczny. Wczoraj były robione próby, udało się nieco go poprawić parametrami, ale to jeszcze nie to.
Macie jakieś pomysły? Czy poszerzenie przewężki może pomóc w tej sytuacji?
Poniżej dodaję zdjęcia: pierwsze dwa zdjęcia to detal z poprzednich prób (gorszy). Trzecie, to ostatnie próby.
Dzięki z góry za podpowiedzi.
Pozdrawiam,
Adam

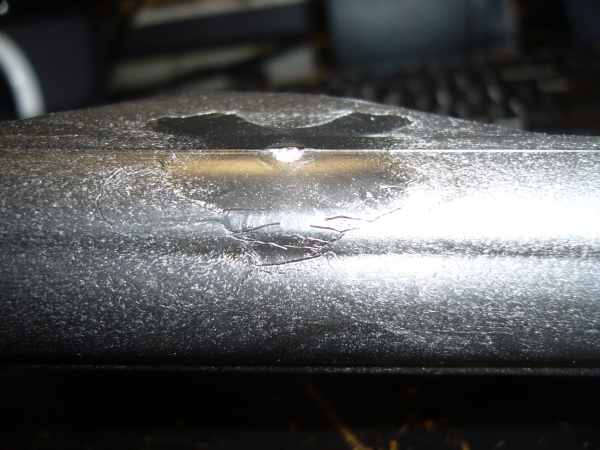
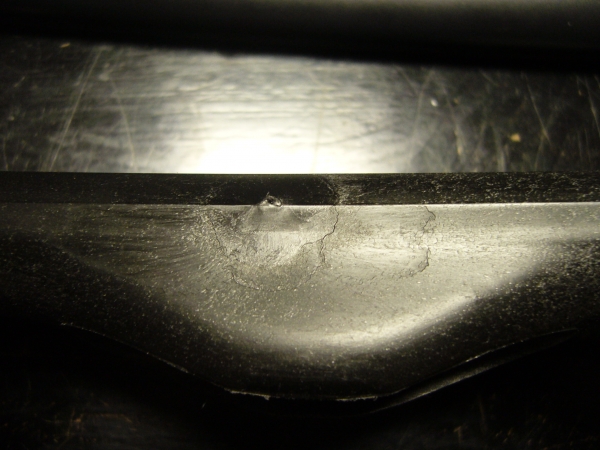
Sprawa jest prosta - to jest punkt wtrysku i w tym miejscu jest znacznie wyższa temperatura niż w pozostałej czesci detalu . Następuje szybko duży skurcz pierwotny , detal w tym miejscu traci kontakt z forma i wskutek temperatury topi się tworzac w tym miejscu wybłyszczoną powierzchnię .
Eliminuj to poprzez :
- Zmniejszenie średnicy przewęzki
- obniżenie temperatury stopu i podwyższenie ciśnienia wtrysku
- zwiększenie ciśnienia docisku i czasu docisku
- obniż temperaturę formy
- dodaj wiecej spieniacza
Może zadziała jedna , a może równolegle kilka z tych metod . A może żadna ![]() Ale generalnie musisz "zmusić " detal aby w miejscu wybłyszczenia stanowczo obniżyć temperature stopu
Ale generalnie musisz "zmusić " detal aby w miejscu wybłyszczenia stanowczo obniżyć temperature stopu
Witam
Zgadza sie to jest wysoka temperatura w trakcie wtrysku i nalezalo by zmniejszyc (zwolnic) poczatek wtrysku profilem a nie zmniejszac przewezke bo to zwiekszy cisnienie co za tym idzie i temperature.
Detale gruboscienne potrzebuja dlugiego czasu docisku zeby zrekompensowac skurcze w formie. Istotne jest tez chlodzenie w formie tez glugie czasy.
Pozdrawiam