Wichrowanie deski do krojenia PP
Wtryskiwanie
Dzień dobry,
Mam problem z deska do krojenia która produkujemy w firmie. Grubość ścianki deski 4/5mm, produkujemy ja na maszynie tederic 300 ton zwarcia. Forma chłodzona jest wodą miejską. Detal wykonujemy z Moplenu hp548r. Wichrowanie jest na tyle duże że musimy deski wkładać między zimne płyty chłodzone woda, aby zatrzymać ten proces niestety z różnym skutkiem... Macie jakieś rady co zrobić żeby zniwelować to zjawisko? Z góry dziękuję za pomoc.
19xerox94 #(on) napisał:rozwiń+Dzień dobry,
Mam problem z deska do krojenia która produkujemy w firmie. Grubość ścianki deski 4/5mm, produkujemy ja na maszynie tederic 300 ton zwarcia. Forma chłodzona jest wodą miejską. Detal wykonujemy z Moplenu hp548r. Wichrowanie jest na tyle duże że musimy deski wkładać między zimne płyty chłodzone woda, aby zatrzymać ten proces niestety z różnym skutkiem... Macie jakieś rady co zrobić żeby zniwelować to zjawisko? Z góry dziękuję za pomoc.
Cześć,
niestety ale to co piszesz o chodzeniu już mnie przeraża - kanały chłodzące w formie pewnie już są pozarastane albo zarosną szlamem.
Skupmy się na procesie, czy problem występuje od samego początku czy dopiero teraz?
Parametry zgodne z kartą technologiczną?
Jak pobawisz się dociskiem to efekt maleje czy się pogarsza (chodzi o testy na różnych dociskach oraz czasach)?
Co z chłodzeniem na formie - kanały pomostkowane? każdy osobno? wszystko na jednym obiegu?
Co się dzieje jak wydłużysz czas chłodzenia?
Yellow®
Yellow #(on) napisał:rozwiń+19xerox94 #(on) napisał:Dzień dobry,
Mam problem z deska do krojenia która produkujemy w firmie. Grubość ścianki deski 4/5mm, produkujemy ja na maszynie tederic 300 ton zwarcia. Forma chłodzona jest wodą miejską. Detal wykonujemy z Moplenu hp548r. Wichrowanie jest na tyle duże że musimy deski wkładać między zimne płyty chłodzone woda, aby zatrzymać ten proces niestety z różnym skutkiem... Macie jakieś rady co zrobić żeby zniwelować to zjawisko? Z góry dziękuję za pomoc.
Cześć,
niestety ale to co piszesz o chodzeniu już mnie przeraża - kanały chłodzące w formie pewnie już są pozarastane albo zarosną szlamem.
Skupmy się na procesie, czy problem występuje od samego początku czy dopiero teraz?
Parametry zgodne z kartą technologiczną?
Jak pobawisz się dociskiem to efekt maleje czy się pogarsza (chodzi o testy na różnych dociskach oraz czasach)?
Co z chłodzeniem na formie - kanały pomostkowane? każdy osobno? wszystko na jednym obiegu?
Co się dzieje jak wydłużysz czas chłodzenia?
Yellow®
Jestem nowy w tej firmie i wiele rzeczy pozostawia wiele do życzenia. Chociażby brak właśnie filtra wody.
Podobno od początku.
Karty technologicznej nie ma. Żaden technolog z prawdziwego zdarzenia tego procesu nie uruchamiał.
Im wyższy docisk tym lepszy efekt, to rzecz jasna. Niestety problem wisi raczej po innej stronie.
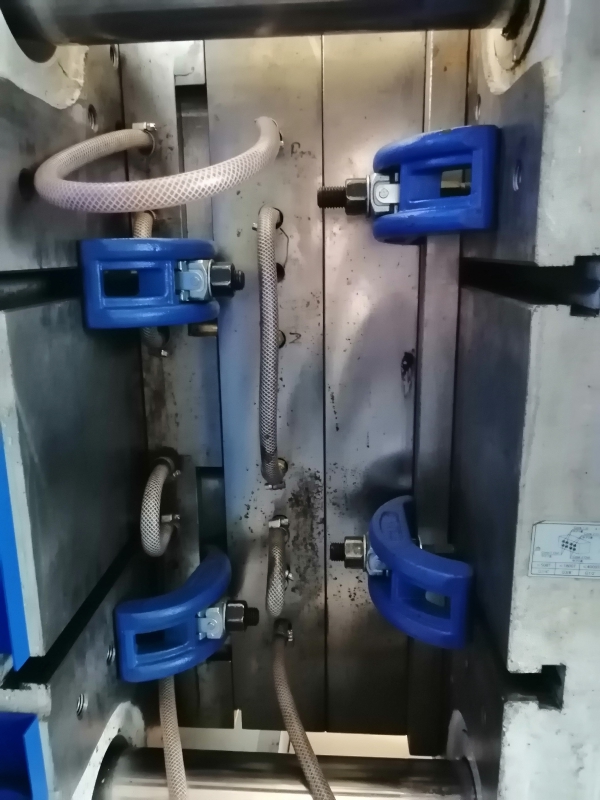
W chłodzeniu formy właśnie widzę źródło problemu... Wszystkie obiegi są pomostkowane (cz. Stała i ruchoma) i forma nie jest odpowiednio chłodzona. Chłodzenie jest wywalone do 90 sec... Jeśli zjedzie się poniżej to forma się nagrzewa i zapewne przez to postępuje coraz większa deformacja wypraski. Myślisz że osobne chłodzenie dla każdego obiegu wystarczy, aby ograniczyć wichrowanie? W załączniku zamieszczę zdjęcie mostków na formie.

Yellow #(on) napisał:rozwiń+19xerox94 #(on) napisał:Dzień dobry,
Mam problem z deska do krojenia która produkujemy w firmie. Grubość ścianki deski 4/5mm, produkujemy ja na maszynie tederic 300 ton zwarcia. Forma chłodzona jest wodą miejską. Detal wykonujemy z Moplenu hp548r. Wichrowanie jest na tyle duże że musimy deski wkładać między zimne płyty chłodzone woda, aby zatrzymać ten proces niestety z różnym skutkiem... Macie jakieś rady co zrobić żeby zniwelować to zjawisko? Z góry dziękuję za pomoc.
Cześć,
niestety ale to co piszesz o chodzeniu już mnie przeraża - kanały chłodzące w formie pewnie już są pozarastane albo zarosną szlamem.
Skupmy się na procesie, czy problem występuje od samego początku czy dopiero teraz?
Parametry zgodne z kartą technologiczną?
Jak pobawisz się dociskiem to efekt maleje czy się pogarsza (chodzi o testy na różnych dociskach oraz czasach)?
Co z chłodzeniem na formie - kanały pomostkowane? każdy osobno? wszystko na jednym obiegu?
Co się dzieje jak wydłużysz czas chłodzenia?
Yellow®
Druga strona
19xerox94 #(on) napisał:rozwiń+Yellow #(on) napisał:19xerox94 #(on) napisał:Dzień dobry,
Mam problem z deska do krojenia która produkujemy w firmie. Grubość ścianki deski 4/5mm, produkujemy ja na maszynie tederic 300 ton zwarcia. Forma chłodzona jest wodą miejską. Detal wykonujemy z Moplenu hp548r. Wichrowanie jest na tyle duże że musimy deski wkładać między zimne płyty chłodzone woda, aby zatrzymać ten proces niestety z różnym skutkiem... Macie jakieś rady co zrobić żeby zniwelować to zjawisko? Z góry dziękuję za pomoc.
Cześć,
niestety ale to co piszesz o chodzeniu już mnie przeraża - kanały chłodzące w formie pewnie już są pozarastane albo zarosną szlamem.
Skupmy się na procesie, czy problem występuje od samego początku czy dopiero teraz?
Parametry zgodne z kartą technologiczną?
Jak pobawisz się dociskiem to efekt maleje czy się pogarsza (chodzi o testy na różnych dociskach oraz czasach)?
Co z chłodzeniem na formie - kanały pomostkowane? każdy osobno? wszystko na jednym obiegu?
Co się dzieje jak wydłużysz czas chłodzenia?
Yellow®
Druga strona
Cześć,
najpierw powywalaj te wszystkie mostki - koniecznie i dopiero potem zacznij ustawiać proces.
Każdy obieg osobno. To co aktualnie masz na formie z chłodzeniem jest niedopuszczalne.
Druga sprawa to woda z sieci, filtry nic ci nie dają. Musisz uzdatniać wodę - dodawać chemię żeby kamień się nie pojawiał, rdza itd.
Bez tego będziesz zawsze mieć problem z deformacją.
Jak już się uporasz z problemem związanym z chłodzeniem to drugim etapem jest zrobienie karty technologicznej !!!
Jak coś to pisz, jakoś to wyprostujemy.
Yellow®
19xerox94 #(on) napisał:rozwiń+Dzień dobry,
Mam problem z deska do krojenia która produkujemy w firmie. Grubość ścianki deski 4/5mm, produkujemy ja na maszynie tederic 300 ton zwarcia. Forma chłodzona jest wodą miejską. Detal wykonujemy z Moplenu hp548r. Wichrowanie jest na tyle duże że musimy deski wkładać między zimne płyty chłodzone woda, aby zatrzymać ten proces niestety z różnym skutkiem... Macie jakieś rady co zrobić żeby zniwelować to zjawisko? Z góry dziękuję za pomoc.
po pierwsze przy tych wymiarach detalu niezbędne jest właściwe wyprofilowanie gniazd matrycowych i stempli tak , aby skurcze doprowadziły detal do własciwego kształtu , ponieważ sam system chłodzenia skurczy nie wyeliminuje , może je tylko ograniczyć w pewnym zakresie . Poza tym skurcze należy korygować poprzez różne temperatury w systemie chłodzenia . Zresztą , podpowiedź rozwiązania problemu znajdziecie w nieśmiertelnej konstrukcji form wtryskowych autorstwa D. Frenklera i H. Zawistowskiego
Iebm #(on) napisał:rozwiń+19xerox94 #(on) napisał:Dzień dobry,
Mam problem z deska do krojenia która produkujemy w firmie. Grubość ścianki deski 4/5mm, produkujemy ja na maszynie tederic 300 ton zwarcia. Forma chłodzona jest wodą miejską. Detal wykonujemy z Moplenu hp548r. Wichrowanie jest na tyle duże że musimy deski wkładać między zimne płyty chłodzone woda, aby zatrzymać ten proces niestety z różnym skutkiem... Macie jakieś rady co zrobić żeby zniwelować to zjawisko? Z góry dziękuję za pomoc.
po pierwsze przy tych wymiarach detalu niezbędne jest właściwe wyprofilowanie gniazd matrycowych i stempli tak , aby skurcze doprowadziły detal do własciwego kształtu , ponieważ sam system chłodzenia skurczy nie wyeliminuje , może je tylko ograniczyć w pewnym zakresie . Poza tym skurcze należy korygować poprzez różne temperatury w systemie chłodzenia . Zresztą , podpowiedź rozwiązania problemu znajdziecie w nieśmiertelnej konstrukcji form wtryskowych autorstwa D. Frenklera i H. Zawistowskiego
IEBM,
oczywiście zgadzam się z Tobą ale nie wiemy jak i gdzie wichruje detal.
Dlatego podstawą podstaw jest wyseparowanie obiegów mimo wszystko. Czasami dla nas rzeczy które są niby logiczne dla innych to ROCKET SCIENCE i po to właśnie jest to forum :)
A najfajniejsze jest w tym wszystkim to że my nadal się uczymy :P
Yellow®
19xerox94 #(on) napisał:rozwiń+Dzień dobry,
Mam problem z deska do krojenia która produkujemy w firmie. Grubość ścianki deski 4/5mm, produkujemy ja na maszynie tederic 300 ton zwarcia. Forma chłodzona jest wodą miejską. Detal wykonujemy z Moplenu hp548r. Wichrowanie jest na tyle duże że musimy deski wkładać między zimne płyty chłodzone woda, aby zatrzymać ten proces niestety z różnym skutkiem... Macie jakieś rady co zrobić żeby zniwelować to zjawisko? Z góry dziękuję za pomoc.
poza porządkiem z systemem chłodzenia dodaj do surowca talk , powinno znacząco pomóc ( obniży udarność )