Problem z płozami
Wtryskiwanie
Witam,
Chciałbym przedstawić pewien problem i może ktoś mi pomoże.
Produkujemy detal ( płoza do skrzynki)
Materiał do HDPE przemiał - czyli generalnie może być tam wszystko.
Forma jest GK 6 punktów wtrysku na każdą płozę 3, otwierane hydraulicznie.
Forma zamontowana na maszyne 3500T
Problem jest taki że po wyciągnięciu detalu on jakby puchnie i płoza zmiast być prosta robi się pół okrągłą.
Po przecięciu widać pęcherze powietrza w środku.
Można oczywiście winić materiał ale zastanawiam się czy jednak nie da się tego opanować.
W tym momencie używany jest tylko wtrysk, bez docisku. Daje to w tym momencie możliwie najlepszy efekt.
Chłodzenie około 150s.
Teraz tak temp cylindra to około 210'C. Moim zdaniem za mało. Hotrunner 230'C
Dodam też że dysza wtryskowa z cylindra ma 7mm otwór natomiast gniazdo ma 16mm.
Uważam że otwór dyszy powinien być conajmniej 12mm.
W planie jest podłączenie pod kanały chłodzące same płozy chillerów z niską temperaturą około 10st
lub podgrzewaczy aby zobaczyć jak reaguje ta część detalu.
Do tego dochodzi problem odpowietrzenia. Forma jest wiekowa i aż tak szczegółowo nie była rozbierana.
Do materiału w mieszlaniku nie jest dodawany spulchniacz.
Materiał po spuszczeniu ma konsystencje taką bym powiedział grudkową. Wg mnie za mała temperatura.
Będę wdzięczny za jakieś sugestie.
Dopytujcie bo może o czymś zapomniałem napisać
Pozdrawiam


Czy ta ploza jest poddawana jest duzym obciazeniom ?
Szkoda ze nie pokazales jak caly detal wyglada.
Na focie wyglada ze jest bardzo gruby.Nic nie wiadomo o przemiale ale jesli moge doradzic to proponuje zastosowac taka mieszanke 60-70% aglomeratu z folii(dobry bedzie tez ze streczu) z 30-40% przemialu HDPE i wydluzyc czas chlodzenia.Widzialem produkcje tak grubych detali z PE metoda wtrysku i pecherzyki byly zawsze.Moze jakis wypelniacz moglby je zniwelowac.Czy ten detal dalo by sie wyprodukowac metoda wytlaczania ?
Iebm napisał:
Tak z odali to ja bym to spienił i po zawodach . bo detal gruby . materiał Bóg wie co .... Trzeba zaprosić fachowca i tyle moim zdaniem
Detal gruby i w dodatku z PE niewiadomych parametrow i skladu (zapewne chodzi o cene)mysle Iebem ze bez kalibratora w ktorym detal bedzie musial spedzic jakis czas sie nie obedzie.Widzialem takie detale ktore zbyt szybko wyjeto z kalibratora i przez skurcz wtorny tak zmienialy wymiary ze nadawaly sie na zlom.
Dzięki za wpisy troszkę czekałem aż pojawi się kilka pomysłów
Nowe wieści.
Przemiał na którym nie udawało się produkować, u nas bez problemu udało się skrzynkę z tego zrobić i nawet srebrzeń brak.
Nie moge nigdzie znaleźć w necie takiej płozy. Jutro zrobie foto oryginalnego detalu.
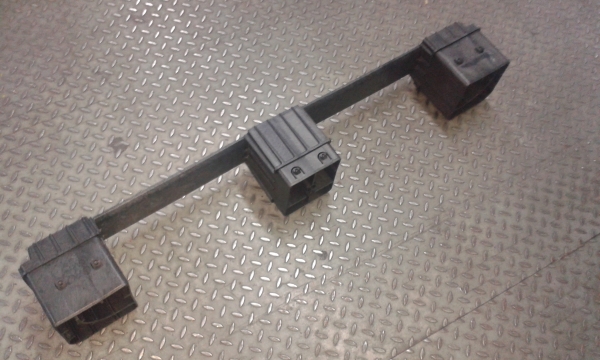
Dziś fotka podglądowa podobnej płozy w jakiejs skrzyni.

Witam,
Nowe informacje
Forma nie jest już u podwykonawcy. Będziemy sami produkować.
W środę będziemy ruszać
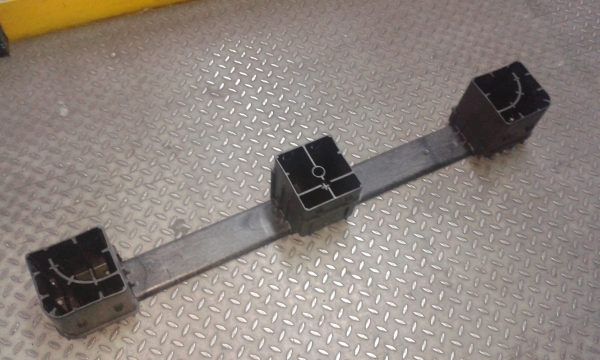
Poniżej oryginalne zdjęcie detalu.
U podwykonawcy po dodaniu spieniacza były jeszcze większe pęcherze i efekt puchnięcia.
Jestem ciekawy jak to u nas wyjdzie.