... podstawą każdej kontroli procesu
Każda zmiana procesu - czy to z powodu zmian ustawień wtryskarki, niezbalansowania systemów gorącokanałowych, czy też zmian lepkości związanych z różnymi partiami tworzywa - nieuchronnie wiąże się z koniecznością ponownego ustawiania punktu przełączenia i ciśnienia docisku. Jeśli przełączanie nie jest automatycznie regulowane, każda zmiana oznacza, że wtryskiwane są różne ilości tworzywa, co nieuchronnie prowadzi do wahań jakości.
Systemy Priamus automatycznie rozpoznają, kiedy stopiony materiał napotka czujnik temperatury. Pozwala to kompensować różne prędkości przepływu w gnieździe, a punkt przełączenia i ciśnienie docisku jest automatycznie regulowane. Bez rozpoznania frontu stopionego tworzywa i automatycznej regulacji przełączania, automatyczne sterowanie procesem jest praktycznie niemożliwe do zrealizowania.
Automatyczne balansowanie systemu gorącokanałowego
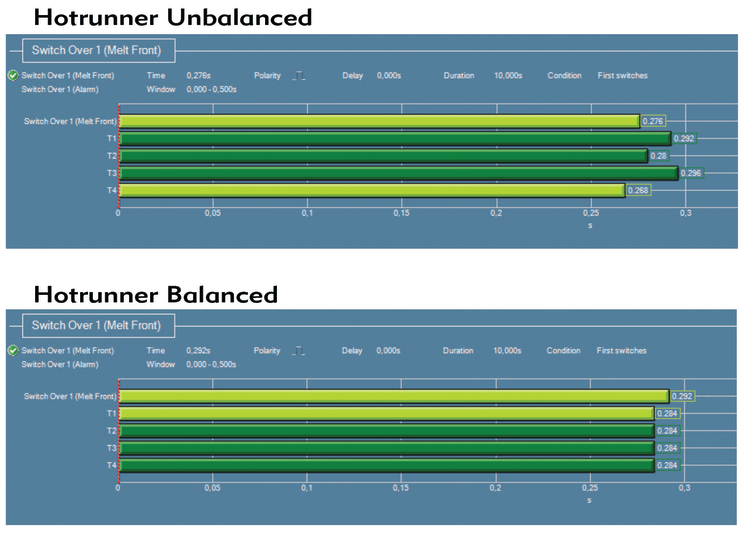
Aby zapewnić jednoczesne wypełnienie wszystkich gniazd, szczególnie w przypadku form wielogniazdowych, zaleca się najpierw balansowanie gorących kanałów. System kontroli Priamus (typ: 7080A Fillcontrol Control H) dzięki wykryciu i analizie frontu stopionego tworzywa określa różne czasy napełniania dla każdego z gniazd. W stanie niezbalansowanym poszczególne dysze gorącokanałowe są automatycznie regulowane, aż do osiągnięcia identycznych czasów napełniania we wszystkich gniazdach (Rys. 2).
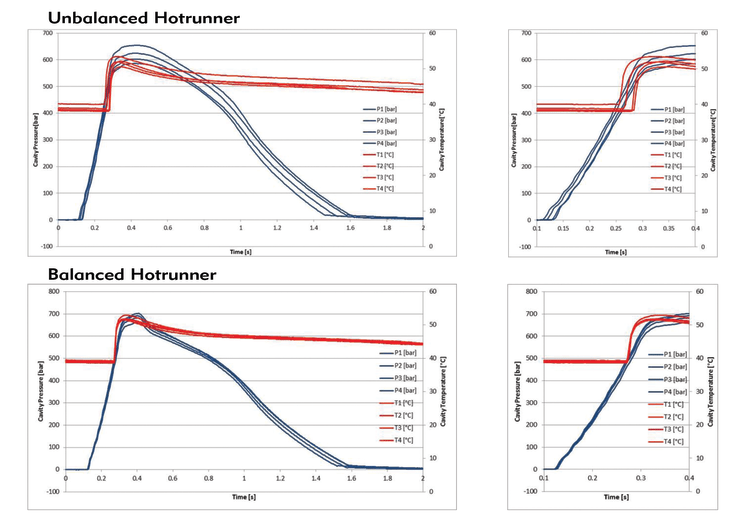
Jak wspomniano powyżej, profile ciśnienia nie mają liniowej zależności z profilami temperatury (Rys. 3). Dzieje się tak przede wszystkim dlatego, że sygnały z czujnika temperatury są wysyłane dokładnie w momencie dotknięcia go przez stop tworzywa. Z drugiej strony, różnica ciśnienia między gniazdami nie jest stała, ale zmienia się wraz z jego wzrostem.
W celu zilustrowania sposobu balansowania gorących kanałów, temperatury dysz gorącokanałowych zostały celowo mocno zmienione, a następnie automatycznie regulowane do stane zbalansowania. Jednocześnie, w celu optycznej kontroli różnych długości ścieżek przepływu (gorące kanały zbalansowanie i niezbalansowane) (Rys. 4), wybrano podstawowe ustawienia, w którym formowane wypraski nie są całkowicie wypełnione.




