BMT, dostawca technologii dla globalnej branży opakowaniowej, przedstawia zastosowanie czujnika temperatury preform Thermoscan do identyfikacji jednej z przyczyn niestabilności w produkcji opakowań PET. Chodzi o różnice w zachowaniu cieplnym preform, które pozornie są identyczne i spełniają tę samą specyfikację. Jak wskazuje firma, nawet przy takich samych recepturach procesu rozdmuchu z rozdmuchem wstępnym różnice powstające wcześniej, na etapie formowania wtryskowego, mogą wpływać na reakcję preform na nagrzewanie, a w konsekwencji na powtarzalność parametrów gotowego wyrobu. Problem ten staje się trudniejszy do kontrolowania wraz ze wzrostem udziału recyklatu PET, a także przy dalszym odchudzaniu opakowań, które zawęża okno procesowe i zwiększa wrażliwość procesu na odchylenia. Thermoscan ma umożliwiać uwidocznienie rzeczywistego profilu cieplnego preformy, a tym samym lepsze zrozumienie zjawisk bezpośrednio wpływających na przebieg rozciągania i rozdmuchu.
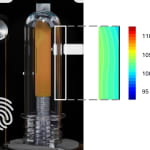
System mierzy temperaturę wewnętrzną i zewnętrzną preformy na całej jej długości, dzięki czemu rejestrowany jest pełny profil cieplny, a nie tylko nastawy pieca lub odczyty temperatury powierzchniowej. Według BMT to właśnie rozkład ciepła w ściance preformy jest parametrem, który bezpośrednio determinuje zachowanie materiału podczas rozciągania. Standardowe metody kontroli procesu, takie jak nastawy pieca, nie gwarantują jednak uzyskania takiej samej temperatury wewnętrznej preform. W praktyce oznacza to, że materiał o identycznych parametrach deklarowanych może trafiać do etapu rozciągania w odmiennych stanach cieplnych, a różnice te pozostają niewidoczne przy zastosowaniu konwencjonalnych metod pomiarowych.
David McKelvey, szef produktu w BMT, powiedział: „W formowaniu z rozdmuchem wstępnym kluczowe jest to, jak preforma rzeczywiście zachowuje się podczas nagrzewania, a nie tylko jakie ustawienia wykorzystuje się do sterowania procesem. Mierząc zarówno temperaturę wewnętrzną, jak i zewnętrzną, Thermoscan daje producentom pełniejszy obraz temperatury i pomaga podejmować lepiej uzasadnione korekty procesu”.
Wpływ różnic z etapu wtrysku na dalsze przetwórstwo
W przedstawionym przykładzie producent butelek PET prowadził ustabilizowany i zwalidowany proces rozdmuchu z rozdmuchem wstępnym, jednak obserwował niestabilność wyników zależną od momentu wyprodukowania preform. Ustawienia procesu SBM pozostawały bez zmian, ale preformy pochodzące z jednej zmiany wtryskowej przetwarzano stabilnie, podczas gdy partie z innej zmiany powodowały większą liczbę wydmuchów oraz wyraźnie większą niestabilność procesu.
Pomiary wykonane za pomocą Thermoscan wykazały wyraźne różnice w profilach temperaturowych tych preform. Źródłem odchyleń okazały się subtelne różnice w warunkach formowania wtryskowego, obejmujące przebieg docisku, historię materiału oraz chłodzenie. Mimo że wszystkie preformy spełniały wymagania specyfikacji, inaczej pochłaniały i rozprowadzały ciepło, co oznaczało, że trafiały do etapu rozciągania w różnych stanach cieplnych.
Lepsze powiązanie etapu wtrysku i rozdmuchu
Jak podaje BMT, powiązanie zmienności występującej na wcześniejszym etapie procesu z późniejszymi efektami w produkcji pozwala przejść od reagowania na niestabilność do identyfikacji jej źródłowej przyczyny. Ma to ograniczać konieczność wprowadzania korekt metodą prób i błędów oraz wspierać lepsze zestrojenie procesu formowania wtryskowego z rozdmuchem z rozdmuchem wstępnym. W rezultacie producenci mogą uzyskać bardziej stabilne i powtarzalne wyniki w produkcji opakowań PET.



