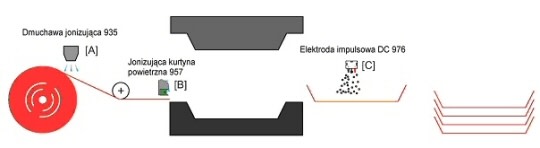
Konieczność kontrolowania elektrostatyki zachodzi również na samych liniach kształtowania termicznego, w szczególności już po uformowaniu produktów, lecz jeszcze przed cięciem matrycowym. Nadal może występować butan i związane z nim niebezpieczeństwo pożaru. Niekontrolowane występowanie ładunków elektrostatycznych może również tutaj stworzyć poważne trudności związane z obróbką, natomiast instalacja impulsowych systemów prądu stałego - model 976 DC spowoduje zmniejszenie poziomu ładunku elektrostatycznego, ograniczając nie tylko zagrożenie pożarowe, ale również przeciwdziałając niewłaściwemu zachowaniu się produktu w trakcie procesu cięcia matrycowego oraz przyciąganiu zanieczyszczeń. Można ponownie włączyć system sprzężenia zwrotnego (model 986) w celu zapewnienia automatycznej kontroli.
Po zakończeniu produkcji tacek, odpad w postaci nadmiaru pasma polistyrenu wymaga usunięcia i poddania recyklingowi. Zazwyczaj jest on podawany ze zwoju automatycznie lub ręcznie do kosza, gdzie jest cięty na wymiar i kształt dostosowany do wymogów procesu recyklingu. Szczątkowe ładunki elektrostatyczne mogą stanowić dalsze niebezpieczeństwo pożarowe lub grozić porażeniem operatora. Takie ryzyko można skutecznie eliminować dzięki użyciu prętów jonizujących 976 ustawionych nad pasmem materiału przed koszem lub w jego wnętrzu.
Elektrostatyka jest uznawana za główny problem w kilku obszarach procesu termoformowania. Bardzo ważnym jest, aby przedsiębiorstwa, a w szczególności ich specjaliści ds. BHP, miały świadomość zagrożenia i gwarantowały stosowanie najnowszej technologii w zakresie kontroli energii elektrostatycznej, działającej 24 godziny na dobę dla zapewnienia bezpieczeństwa pracowników i samego zakładu.
Więcej o omawianym problemie można się dowiedzieć od ekspertów firmy Meech.



