Dla przykładu przy zgrzewaniu ultradźwiękowym należałoby rozważyć zastosowanie podwójnego układu drgającego lub maszyny o dużej mocy (4-5 kW) oraz dużej, kosztownej, ale podatnej na pęknięcia sonotrody. Ze względu na kształty detalu zgrzewanie obrotowo - tarciowe odpada. Zgrzewanie wibracyjne może być utrudnione ze względu na dużą masę drgającą (detal oraz ruchoma część kowadła).
Jeżeli zatem zdecydujemy się na zgrzewanie gorącą płytą, to sugerowany podział detalu przedstawiamy na rys. 2. Oba przytrzymujące łączone detale kowadła nie muszą być zbyt głębokie i łatwo je tak wyprofilować, żeby sztywno podtrzymywały detale. Przy wyborze tej metody zgrzewania 1,2 ÷ 2,5 mm materiału wzdłuż linii podziału zostanie rozgrzane i w trakcie spajania detali spłaszczone. Dlatego też należy przewidzieć odpowiednie naddatki na wysokości detali oraz uwzględnić powstałe wypływki.
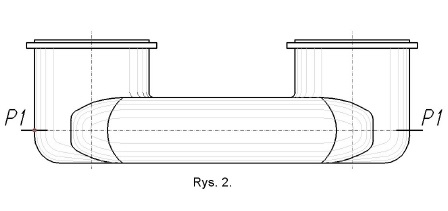
Zaproponowany podział jest jeszcze właściwy z innego powodu. Oto bowiem powierzchnia dna jest oddalona od płyty grzejnej, przez co nie będzie się niepotrzebnie nagrzewała i deformowała.
O ile wymiary detalu nie przekraczają istotnie 200 mm, podział ten będzie także dobry do zgrzewania wibracyjnego i ultradźwiękowego (choć dla ultradźwięków nie optymalny).
Zgrzewanie ultradźwiękowe
Przy podjęciu decyzji o zgrzewaniu ultradźwiękowym proponowalibyśmy modyfikację detali jak na rys. 3. Wprawdzie jeden z detali bardziej się skomplikuje, za to drugi będzie bardzo prosty.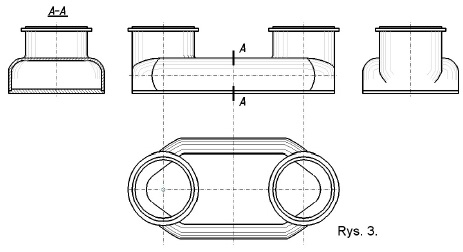
Zaletą takiego rozwiązania, w stosunku do rozwiązania na rys. 2. jest maksymalne skrócenie drogi od narzędzia ultradźwiękowego (sonotrody) do miejsca łączenia detali. Ponadto narzędzie może mieć płaską powierzchnię roboczą, co zmniejsza jego koszt, wydłuża żywotność i ułatwia ewentualną regenerację.
Dobre ukształtowanie powierzchni łączonych - o czym będzie mowa w dalszej części tekstu - pozwoli zminimalizować moc potrzebną do zgrzewania, a więc zastosować tańszą maszynę.
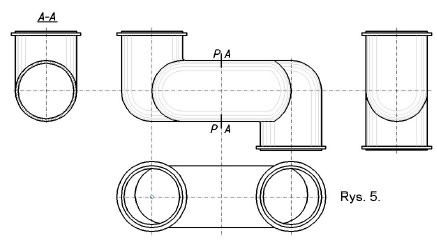
Ostatnią sprawą, na którą chcielibyśmy zwrócić uwagę jest przypadek odpowiadający na pytanie, co by było gdyby doprowadzenie i odprowadzenie jakiegoś czynnika, który pewnie przez taki detal może przepływać było pod innym kątem? (rys. 4.)
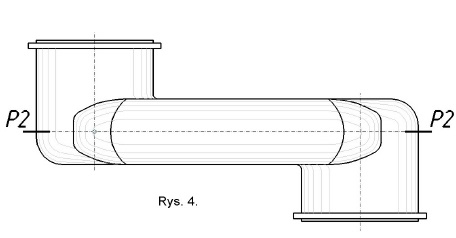
Przy dużych detalach i obróceniu wpływu i wypływu o 180 st., zasadne będzie zgrzewanie gorącą płytą i podział w płaszczyźnie P2. Dla mniejszych detali i dowolnym kącie ustawienia wpływu i wypływu sugerujemy rozwiązanie jak na rys. 5.