Ponieważ technologie ultradźwiękowe są jeszcze dość mało rozpowszechnione, więc warto wrócić do detali pokazanych na rys. 4. W czasie zgrzewania korpus będzie przytrzymywany i pozycjonowany w kowadle, a narzędzie ultradźwiękowe (sonotroda) dociskane do denka. Z tego też wynika konieczność dobrego ustawienia detali względem siebie. Żeby nie komplikować całego układu warto to przewidzieć w konstrukcji samych detali.
Szczegóły konstrukcji krawędzi łączących pokazano na ostatnim rysunku.

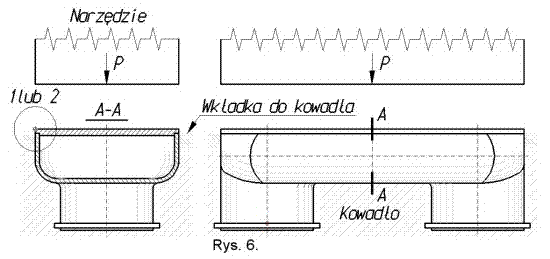
Uzyskane połączenie jest szczególnie mocne i szczelne. Jednak w tym przypadku jego wadą jest to, że we wstępnej fazie zgrzewania nacisk narzędzia może zdeformować korpus. Żeby temu zapobiec w korpus kowadła po włożeniu detalu należy włożyć dodatkową wkładkę usztywniającą całość. Jest to spowodowane istnieniem niewielkiego kołnierzyka na końcu wypływów, co zmusza do wykonania w kowadle większego gniazda.
Analizując ten przykład warto się zastanowić, czy istnienie tego kołnierzyka jest nieodzowne. Jeżeli wspomniany kołnierzyk jest absolutnie potrzebny, to dobrym rozwianiem może być tzw. karb energetyczny (przykład 2). Jest to niewielka wypustka w denku o przekroju trójkąta równobocznego. Jego działanie jest analogiczne jak w przykładzie 1. Właśnie w tym miejscu zaczyna się lawinowo wydzielać ciepło po doprowadzeniu ultradźwięków.
W obu przypadkach po zewnętrznej stronie denka, naprzeciwko linii zgrzewania, zastosowano niewielkie wybrzuszenie. Powoduje ono, że detal w tym miejscu kontaktuje się z narzędziem. Umożliwia to wprowadzenie energii ultradźwiękowej w precyzyjnie ustalonym miejscu. Narzędzie może mieć płaską powierzchnię roboczą. Zabieg ten zapobiega także tzw. zjawisku perforacji błony, czyli wypalaniu otworów w środkowej części denka.


