Przykładowe obliczenia
Dla zobrazowania geometrii ślimaka posłużymy się uniwersalnym ślimakiem 3 strefowym o średnicy 50 mm. Przyjmuje się, ze długość strefy zasypu stanowi 50% całkowitej długości ślimaka. Natomiast długość stref sprężania i dozowania wynosi po 25% długości całkowitej ślimaka. Wysokość zwoju w strefie zasypu wyraża się w średnicy ślimaka i wynosi ona 0,1 D tj. 5 mm. Stosunek średnicy do długości ślimaka przyjmowany jest na poziomie 22.
Dla zdefiniowanego w ten wstępny sposób ślimaka możemy wykonać teraz kolejne obliczenia i symulacje pozwalające ocenić wpływ pozostałych parametrów na wydajność uplastyczniania, czy zdolność do budowy ciśnienia w procesie uplastyczniania.
Dalsze założenia dotyczą skoku dozowania i czasu cyklu. Dla potrzeb naszych obliczeń przyjęto skok dozowania 85 mm (co daje 158 g materiału) i czas cyklu 35s. Ciśnienie uplastyczniania przyjęte zostaje na poziomie 80 bar. Prędkość obwodowa ślimaka zaś na wartości 300 mm/s, co jest wartością reprezentatywną dla realnych warunków dozowania. Dodatkowo należy uwzględnić profil temperatur odpowiadający zalecanym temperaturom przetwórstwa dla danego typu materiału.
Po zdefiniowaniu powyższych parametrów możemy obliczyć profil krzywej ciśnienia i krzywej topnienia dla naszego ślimaka.
Dla wybranych wcześniej parametrów uzyskujemy w wyniku obliczeń wydajność plastyfikacji 12,49 g/s. Dla założonej przez nas drogi dozowania potrzebujemy 12,7 s dla uplastycznienia 158 g tworzywa. Uzyskany wynik czasu dozowania należy porównać z planowanymi czasami chłodzenia wypraski. Jeśli obliczony czas dozowania będzie krótszy niż planowany czas chłodzenia, możemy uznać ślimak za spełniający wymagania. Jeśli czas dozowania będzie jednak dłuższy to ślimak będzie ograniczał czas cyklu i będzie zmniejszał uzyskiwaną wydajność produkcji.
Obliczona wydajność uplastyczniania w g/s podawana bywa jako całkowita wydajność i jest wtedy wyrażana w kg/h. Wydajność uplastyczniania w kg/h wykorzystywana jest przy doborze urządzeń peryferyjnych np. suszarek.
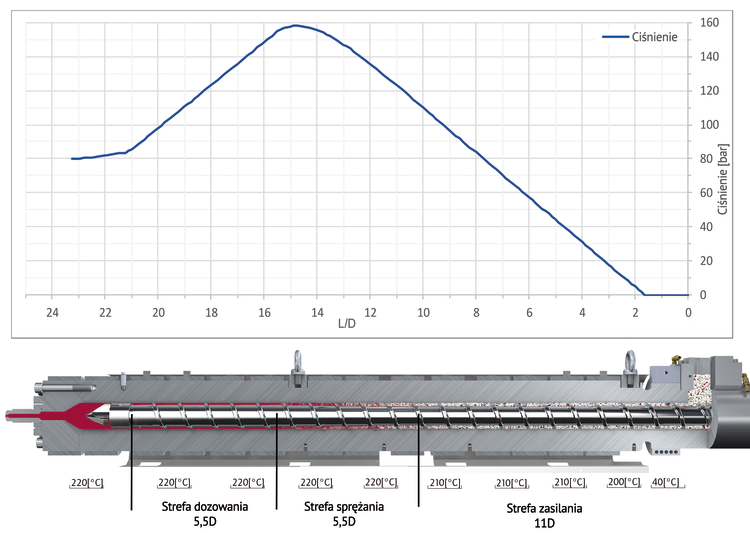
Zdolność do budowy ciśnienia
Ciśnienie w układzie uplastyczniającym wzrasta poczynając od strefy zasypu a kończąc na czole ślimaka. W zależności od geometrii ślimaka na drodze tej może wystąpić jedno lub kilka maksymalnych wartości ciśnienia. Dla typowego ślimaka 3 strefowego ciśnienie zaczyna być budowane w okolicy L/D=2 i osiąga max wartość ca 160 bar dla L/D=14,5.
Proces topienia tworzywa (ASV)
Proces topienia materiału wizualizowany jest za pomocą dwóch krzywych: Udział fazy materiału będącego w fazie stałej ilustruje krzywa koloru czerwonego. Krzywa koloru niebieskiego pokazuje natomiast udział fazy stopionej. Dodatkowo na wykresach pojawiają się dwie krzywe pokazujące udział każdej z faz po zakończeniu fazy dozowania. W wyniku obliczeń przeprowadzonych dla ślimaka widać, ze na długości L/d=8 następuje całkowite stopienie materiału. (frakcja stopu ASV=1).

W ostatniej trzeciej części naszej serii artykułów oceniane zostaną wyniki obliczeń i nakreślone pierwsze kroki w kierunku optymalizacji geometrii ślimaka.
Filipp Pühringer, Wittmann Battenfeld


